
文(wén)")
")

聞中(zhōng)心")
新(xīn)聞中(zhōng)心
NEWS CENTER
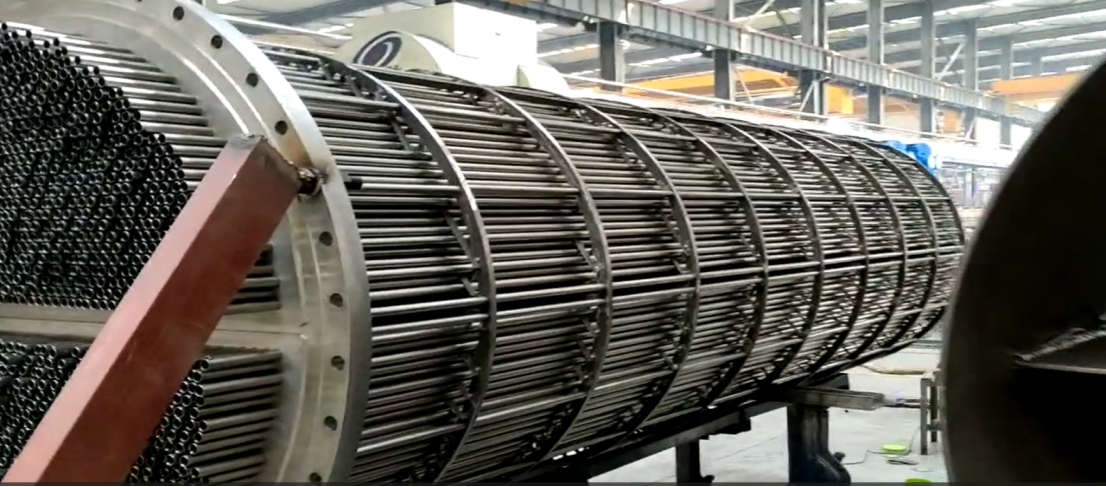
Preparations before installing tubes in the titanium plate heat exchanger
Release time:
2025-05-30
Before installing the tubes in the titanium plate heat exchanger, the following key preparatory work must be completed to ensure the installation quality and operational safety:

Ⅰ.Material and Component Inspection
1.Titanium plates and seals
Verify the titanium plate material certificate to confirm that the corrosion resistance grade meets the requirements of the working conditions.
Check the sealing gaskets (such as EPDM, fluororubber) for no aging, deformation or cracks to ensure the sealing performance.
The surface of the titanium plate should be free of scratches, pits, etc., to avoid affecting the sealing and heat transfer efficiency.
2.Compatibility of the pipe opening with the flange
Confirm that the pipe interface dimensions, flange specifications are fully compatible with the ports of the heat exchanger (in accordance with standards such as ANSI, DIN).
Check the flatness of the flange sealing surface to avoid leakage due to unevenness.

II. Cleaning and Pre-treatment
1.Internal cleaning of the equipment
Use non-woven cloths and special cleaners (such as acetone or alcohol) to thoroughly remove oil stains, welding slag and other residues from the titanium plate flow channels.
Apply passivation treatment to the titanium surface (such as nitric acid solution) to enhance its corrosion resistance.
2.Pipeline system cleaning
Clean the interior of the pipeline to ensure there are no welding residues, rust particles, etc. If necessary, install temporary filters.
After cutting the pipeline, the bevels need to be ground to remove burrs to prevent scratches on the titanium plate or blockage of the flow channel.
III. Installation Environment and Tool Preparation
1.On-site conditions
Confirm that the installation space meets the requirements for hoisting and operation (reserve at least 1 times the length of the equipment as maintenance space).
Check the levelness of the foundation support (error ≤ 2mm/m), to avoid uneven force on the equipment.
2.Specialized tools
Prepare anti-corrosion tools (such as titanium alloy-specific wrenches) to avoid metal contamination.
Calibrate the torque wrench and set the tightening torque of the flange bolts according to the design requirements (refer to the manufacturer's parameter table).

IV. Pipeline Alignment and Pre-Connection
1.Pipeline positioning adjustment
Use a laser alignment instrument or a micrometer to measure the coaxiality of the pipe and the heat exchanger interface (the deviation should be ≤ 0.5mm).
Use a temporary support frame to fix the pipe to avoid stress caused by welding or fastening.
2.Pre-installation test
Perform stress-free pre-assembly and ensure uniform flange clearance (measured with a feeler gauge, with the clearance difference ≤ 0.1mm).
Simulate the cold tightening process and mark the bolt tightening sequence (it is recommended to use the cross symmetry method).
V. Safety and Process Confirmation
1.Risk Control
Set up an isolation zone and wear anti-corrosion protective gear (such as acid and alkali resistant gloves, goggles).
Protect the welding area with inert gas (such as argon) to prevent the titanium material from oxidizing at high temperatures.
2.Review of the construction plan
Verify the direction of pipeline connections with the process flow diagram (P&ID) to ensure that the medium flow direction is consistent with the design.
Sign the pre-installation inspection form (ITP) and keep the image records of key nodes.
Note: Titanium materials are sensitive to chloride ions. Avoid contact with chlorine-containing cleaning agents or seawater environments. It is recommended to conduct the initial pressure test (usually 1.5 times the design pressure) within 24 hours after tightening, and promptly identify any leakage points.
Related Links:
How to transfer heat in plate and shell heat exchanger
The differences between PHV and Shell and Tube heat exchanger




Address: 1699 Yuhuangshan Road, Changqing District, Jinan City

Leave a message for consultation
COPYRIGHT © 2024 Shandong Beichen Mechanical&Electrical Equipment Co.,Ltd. SEO